
‹
›
‹



›
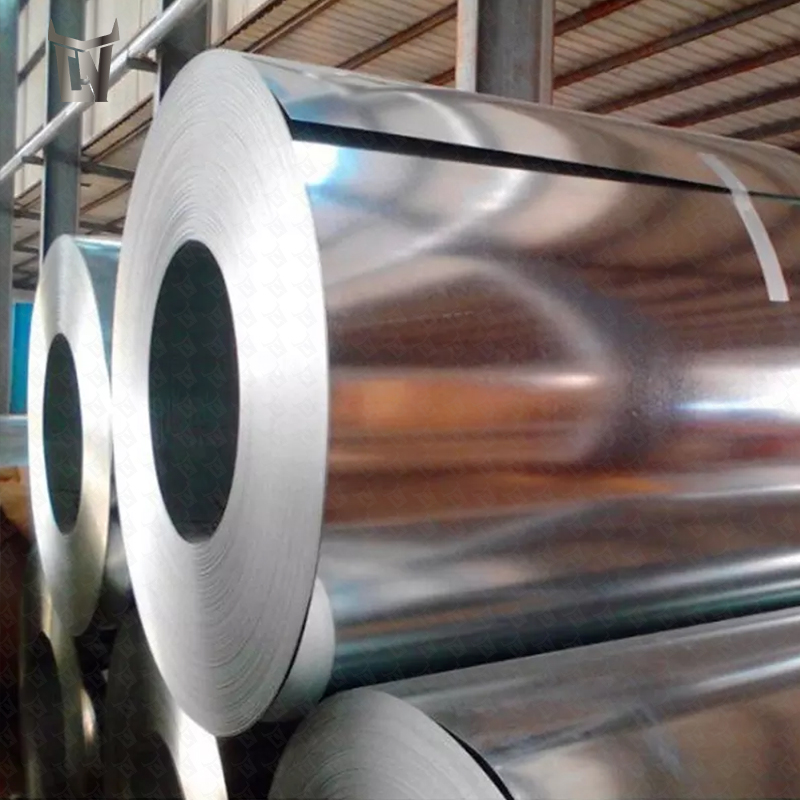
Product Description
The tin plate is composed of five parts, from the inside out is the steel base plate, tin-iron alloy layer, tin layer, oxide film and oil film.
The production process of tinplate mainly includes tin plating, soft melting, cathode passivation and oil treatment. In the process of tin plating, a layer of metallic tin is deposited on the cold-rolled plate. In the process of soft melting, a thin tin-iron alloy layer is formed between the cold-rolled substrate and the pure tin layer. In the process of cathode passivation and oil coating, passivation film and oil film are formed respectively.
sort
1. Equal thickness tinplate: cold-rolled electroplated tinplate with the same amount of tinning on both sides.
2. Differential thickness tinplate: cold-rolled electroplated tinplate with different amounts of tinning on both sides.
3, the first grade tinplate: after online inspection of the electroplated tin plate, under normal storage conditions, suitable for the surface of the entire steel plate for conventional painting and printing, shall not have the following defects: ① through the thickness of the steel plate pinhole; (2) Deviation of thickness beyond the standard; (3) Surface defects such as scars, pits, wrinkles and rust that have an impact on the use; ④ Shape defects affecting use.
4, secondary tinplate: the surface quality is lower than the primary tinplate, allowing inclusions, creases, scratches, oil marks, indentations, burrs, burning points and other small areas of more obvious surface defects or shape defects, does not guarantee that the whole plate can be conventional painting and printing.
Tinplate is generally manufactured according to the following processes:
1, hot rolling: in continuous tropical rolling mill, the slab is hot rolled under high rolling temperature conditions to produce hot rolled steel plate and continuous strip coil after shear;
2, pickling: pickling line is used to remove the surface of the strip before cold rolling. This kind of large reduction cold rolling is required for the production of thin tinplate required by the market. The good pickling effect will also help to improve the surface quality and cleanliness of the steel plate to meet the needs of the subsequent electroplating tin process;
3, cold rolling: after pickling the tape roll in the cold rolling machine cold rolling, so that it reaches the specified thickness. In order to ensure product quality during the cold rolling process, it is important to ensure uniform thickness of the cold rolled strip, obtain good surface quality, and meet the flatness requirements. These quality characteristics will be reflected in the tinplate final product quality;
4, annealing: cold rolling will stretch the grain structure of the strip along the direction of cold rolling, so that the strip becomes hard and brittle. However, in the annealing process, the cold-rolled strip is reheated and, at a certain temperature, held in a reducing atmosphere for a period of time to form new non-deformed grains so that the material properties meet the specified requirements for use. There are two kinds of annealing methods: mask annealing (batch annealing) and continuous annealing;
4, flat rolling or secondary rolling: flat rolling or secondary rolling is usually the final processing. This rolling process can make the strip steel slightly cold work hardening phenomenon, at the same time can increase some toughness, eliminate the yield plateau phenomenon. Moreover, cold rolling and secondary rolling can also make the strip meet the requirements of the specified surface finish, improve the shape quality and flatness.
Product Display

Application

Packing And Shipping

Online Consultation
Related Suggestion
 Copper Pipe
Copper Pipe Cold Rolled Steel
Cold Rolled Steel Stainless Steel Profiles
Stainless Steel Profiles Galvanized Steel Coli
Galvanized Steel Coli Roof Sheet
Roof Sheet Seamless Steel Pipes
Seamless Steel Pipes Stainless Steel Plate
Stainless Steel Plate Aluminum Bar
Aluminum Bar Barbed-Wire Reversed Twisted
Barbed-Wire Reversed Twisted Copper Strip
Copper Strip Copper Plate
Copper Plate Aluminium Profile
Aluminium Profile Aluminum Coil
Aluminum Coil Aluminum Pipe
Aluminum Pipe Aluminum Plate
Aluminum Plate Galvanized Mesh
Galvanized Mesh Welded Steel Pipe
Welded Steel Pipe Steel Round Bars
Steel Round Bars Rebar
Rebar Hot Rolled Steel
Hot Rolled Steel Steel Profiles
Steel Profiles





















Leave A Message
If you are interested in our products and want to know more details, please leave a message here, we will reply you as soon as we can.